Компактная технология переработки круглых лесоматериалов в обрезной пиломатериал
28 сентября 2015
Станкоинструментальный
завод «ТЕРМИТ» предлагает вниманию малых лесопильных предприятий технологию
переработки круглых лесоматериалов по ГОСТ 9463-88 диаметром в вершинном торце
14-26 см
в обрезной пиломатериал.
Предлагаемая технология характеризуется компактностью, эргономикой и низкой удельной энергоёмкостью.
Годовой объём переработки сырья в односменном режиме работы до 8 тыс. кбм при распиловке с брусовкой и до 15 тыс. кбм при распиловке в развал.
Распиловка брёвен
1. Рассортированные по одному чётному диаметру брёвна подаются с лесовоза манипулятором на эстакаду круглых лесоматериалов вершинным торцом в сторону цеха распиловки.
2. Брёвна по одному накатываются на рольганг и вручную подаются в цех на подающий стол станка «Термит 260БМП».
3. Поданное бревно запускается в распиловку по соответствующей диаметру бревна карте раскроя.
4. Распиленное бревно поступает на два первых позадистаночных трёхрядных рольганга.
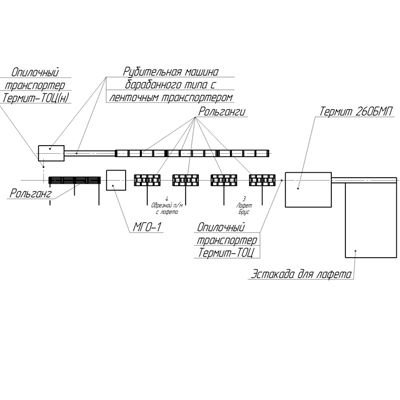
5. С трёхрядных рольгангов пара боковых необрезных досок и пара необрезных подгорбыльных досок подаются по своим дорожкам на два вторых впередистаночных трёхрядных рольганга кромкообрезного станка «МГО-1». Полученный при распиловке двухкантный брус (лафет) подаётся по склизу на подстопное место «Лафет, Брус» (см.схему). Полученная при распиловке пара горбылей подаётся вручную на впередистаночный рольганг рубительной машины для утилизации на щепу.
6. Пара боковых необрезных досок укладывается друг на друга на средней дорожке трёхрядного рольганга. Кромкообрезной станок оперативно настраивается на ширину кромления согласно карте раскроя. Доски центрируются вручную относительно пил и посылаются в кромкообрезной станок. Обрезные доски поступают на позадистаночный рольганг и далее по склизу на подстопное место «Обрезные материалы с необрезных досок». Полученные при окромке рейки подаются в рубительную машину для утилизации на щепу.
7. Пара необрезных подгорбыльных досок расторцовывается бензопилой в технологическом промежутке между трёхрядными рольгангами в необходимую (по зеркалу доски) длину. Отходы от оторцовки подаются в рубительную машину для утилизации на щепу.
8. Пара необрезных подгорбыльных расторцованных досок укладывается друг на друга на средней дорожке трёхрядного рольганга кромкообрезного станка «МГО-1». Кромкообрезной станок оперативно настраивается на ширину кромления согласно карте раскроя. Доски центрируются вручную относительно пил и посылаются в кромкообрезной станок. Обрезные доски поступают на позадистаночный рольганг и далее по склизу на подстопное место «Обрезные материалы с необрезных досок». Полученные при окромке рейки подаются для утилизации в рубительную машину на щепу.
Распиловка двухкантных брусьев (лафета)
1. Двухкантные брусья подаются на «Эстакаду для лафета». Далее вручную на подающий стол станка «Термит 260БМП».
2. Двухкантный брус подаётся в распиловку по соответствующей карте раскроя.
3. Распиленный двухкантный брус поступает на два первых позадистаночных трёхрядных рольганга.
4. При распиловке на четырёхкантный брус двухкантного бруса пара обрезных досок и пара необ-резных подгорбыльных досок по своим дорожкам с первой пары трёхрядных рольгангов подаются на вторую пару трёхрядных рольгангов. Четырёхкантный брус по склизу подаётся на подстопное место «Лафет, Брус». Полученная при распиловке пара горбылей подаётся вручную на впередистаночный рольганг рубительной машины для утилизации на щепу.
5. Со второй пары трёхрядных рольгангов обрезные доски подаются по склизу на подстопное место «Обрезной пиломатериал с лафета».
6. Пара необрезных подгорбыльных досок расторцовывается бензопилой в технологическом промежутке между трёхрядными рольгангами в необходимую (по зеркалу доски) длину. Отходы от оторцовки подаются в рубительную машину для утилизации на щепу.
7. Пара необрезных подгорбыльных расторцованных досок укладывается друг на друга на средней дорожке трёхрядного рольганга кромкообрезного станка «МГО-1». Кромкообрезной станок оперативно настраивается на ширину кромления согласно карте раскроя. Доски центрируются вручную относительно пил и посылаются в кромкообрезной станок. Обрезные доски поступают на позадистаночный рольганг и далее по склизу на подстопное место «Обрезные пиломатериалы с необрезных досок». Полученные при окромке рейки подаются для утилизации в рубительную машину на щепу.
8. При распиловке двухкантного бруса на обрезные пиломатериалы технологический процесс идентичен технологическому процессу распиловки двух кантного бруса на четырёхкантный брус.
Удаление отходов
1. Мягкие отходы в виде опила от станков «Термит 260БМП» и кромкообрезного станка «МГО-1» и в виде щепы от рубительной машины удаляются при помощи 3-х цепных опилочных транспортёров в приёмный бункер, расположенный на улице. Из бункера отходы транспортируются при помощи тракторной телеги к месту утилизации.
рабочие (основные) Кадры
1. Для работы на участке распиловки необходимо 5 человек:
- подача пиловочника — 1 чел.
- оператор станка «Термит 260БМП» — 1 чел.
- оператор станка «МГО-1» — 1 чел.
- укладчик обрезных пиломатериалов — 2 чел.
Мощность оборудования
1. «Термит 260БМП» — 77 кВт
2. «МГО-1» — 13 кВт
3. Рубительная машина — 32 кВт
4. Опилочные транспортёры — 11,2 кВт
http://www.термит.рф
Опубликовано в "Лесной Регион" №14(176)
Другие новости по теме:

